Custom Automatic Pad Printing Machine Solutions: Revolutionizing High-Precision Printing for Complex Industrial Components
In the modern manufacturing landscape—spanning medical devices, automotive interiors, and electronic housings—the demand for “perfect first-time” printing has never been higher. Standard, off-the-shelf equipment often falls short when faced with multi-axial geometries, high-speed cycle requirements, or the need for ±0.02mm registration accuracy.
This technical guide delves into the mechanical architecture, synchronized automation, and strategic advantages of an Automatic Pad Printing Machine customized for high-volume B2B production environments.
Table of Contents
1.The Production Bottleneck: Why Standard Machines Fail in High-Volume Lines
Most manufacturers approach us when their existing manual or semi-automatic processes hit a “quality ceiling.” Common pain points include:
- Registration Drift: Manual loading leads to inconsistent placement, resulting in a high scrap rate for expensive components like medical catheters or automotive switches.
- Ink Viscosity Instability: Open inkwell systems lead to rapid solvent evaporation, changing the ink’s transfer properties every hour and requiring constant manual adjustment.
- Throughput Limitations: A manual operator can rarely exceed 500–800 pieces per hour (PPH). In contrast, a fully Automatic Pad Printing Machine can sustain 2,500+ PPH with 24/7 reliability.
To solve these, we move beyond the “one-size-fits-all” model and engineer a synchronized system where every stroke is calculated by a central processing unit.
2. Core Technical Architecture: The Anatomy of a High-Precision System
A professional-grade automatic system is only as reliable as its weakest component. At Tampoprintmachine.com, we prioritize industrial-grade hardware that resists the vibration and wear of high-cycle operation.
- The Control Brain: Siemens/Omron PLC Integration
Every Automatic Pad Printing Machine we build is powered by a Siemens S7-1200 or Omron PLC. Unlike simple microcontrollers, these PLCs handle multi-axis motion synchronization.
- User Interface: A WEINTEK or Pro-face HMI (Human Machine Interface) allows technicians to adjust “Pad Stroke Down” and “Pad Stroke Forward” parameters to within 0.1mm increments.
- Error Diagnostics: Real-time monitoring of air pressure, sensor feedback, and servo torque.
- Pneumatic and Servo Drive Systems
- Primary Motion: We utilize Japan SMC or Germany Festo pneumatic cylinders for standardized movements. For applications requiring variable speed or precise mid-stroke pauses, Yaskawa Servo Motors drive the pad carriage.
- Accuracy: Servo-driven shuttles or rotary tables ensure a positioning tolerance of ±0.02mm, critical for multi-color overlays.
- The Sealed Ink Cup System (Tungsten Carbide Rings)
To maintain ink consistency, we employ a Sealed Ink Cup system.
- The Scraper: A high-density Tungsten Carbide Ring (or Zirconia Ceramic) acts as the “doctor blade,” ensuring a clean wipe of the cliché (printing plate) with every cycle.
- Environmental Control: Because the ink is sealed, solvent evaporation is reduced by 90%, allowing for stable printing for up to 24 hours without adding thinners.
3. The Automated Workflow: From Feeding to Discharge
A truly Automatic Pad Printing Machine is a self-contained production cell. The process is a choreography of five distinct stages:
Step 1: Precision Loading & Orientation
Whether it is bottle caps or electronic housings, the part must be oriented correctly. We integrate:
- Vibratory Bowl Feeders: For small, symmetrical parts.
- Step-Feeder/Conveyor Belts: For larger components.
- Optical Sensors: Keyence or Sick sensors verify the part is present and correctly oriented before the cycle begins.
Step 2: Surface Pre-treatment (The Secret to Adhesion)
Printing on low-surface-energy plastics like PP, PE, or Silicone requires pre-treatment to ensure the ink bonds.
- Flame Treatment: For high-speed bottle cap lines.
- Corona/Plasma Discharge: For medical-grade plastics where heat must be minimized. This is integrated directly into the machine’s primary transport rail.
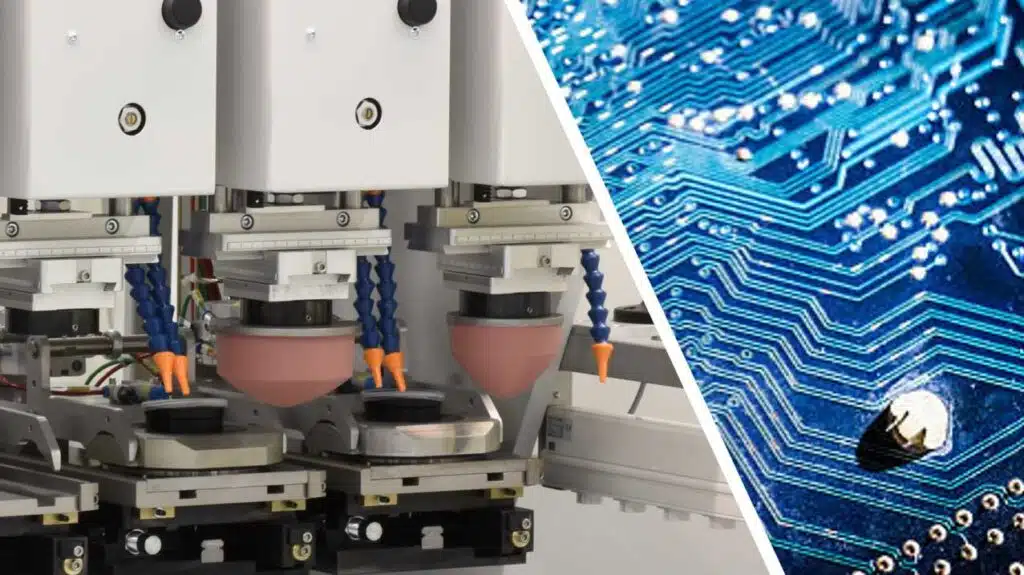
Step 3: The Printing Cycle (Pickup and Deposit)
- Inking: The sealed cup slides over the etched image on the cliché.
- Pickup: The silicone pad descends. The shape and hardness (Shore A durometer) of the pad are customized based on the part’s contour.
- Transfer: The pad moves to the part. The PLC controls the “delay time” to allow the solvent to evaporate slightly, making the ink “tacky” for a 100% transfer.
Step 4: In-Line Drying and Curing
To prevent smudging during discharge, we integrate:
- Hot Air Blowers: For standard solvent-based inks.
- UV Curing Tunnels: For UV-LED inks used in the medical and cosmetic industries, allowing for immediate packaging post-print.
Step 5: Automated Discharge and Quality Inspection
- CCD Vision Systems: An integrated camera checks for “short-prints,” “bleeding,” or “misalignment.” Sub-standard parts are automatically diverted to a reject bin via a pneumatic gate.
- Robot Arm Unloading: Finished parts are placed onto a cooling conveyor or directly into shipping crates.
4.Why Customize? The ROI of Tailored Engineering
Many buyers ask: “Can’t I just buy a standard machine and build my own fixtures?” While possible, it rarely yields the same ROI. A Customized Automatic Pad Printing Machine offers:
- Reduced Labor Costs: One operator can oversee three automated lines, whereas a manual machine requires one operator per machine.
- Specialized Fixturing: We design CNC-machined aluminum jigs with vacuum suction to hold “difficult” parts (like spheres or hollow tubes) perfectly still.
- Synchronized Speed: We match the machine’s cycle time to your upstream molding machine, preventing bottlenecks.
Comparison: Pad Printing vs. Screen Printing
| Feature | Pad Printing (Automatic) | Screen Printing (Automatic) |
| Surface Geometry | Excellent for 3D/Curved shapes | Best for flat or cylindrical shapes |
| Fine Detail | Superior (up to 0.05mm lines) | Moderate |
| Ink Opacity | Thinner layers (may need 2 hits) | Thick, highly opaque layers |
| Setup Time | Faster (cliché based) | Longer (screen tensioning) |
5.Case Study: High-Speed Bottle Cap Customization
The Challenge: A beverage packaging client needed to print logos on the side of 28mm PCO caps at a rate of 4,000 pieces per hour with zero manual handling.
Our Solution: We engineered an Automatic Pad Printing Machine featuring:
- A 12-station rotary index table.
- Dual-head configuration (Printing two caps simultaneously).
- Integrated Flame Treatment.
- Result: The client reduced their scrap rate from 5% (manual) to 0.1%, and the system paid for itself within 7 months through labor savings alone.
- Conclusion: Precision Engineering for Your Brand
An Automatic Pad Printing Machine is more than just a piece of hardware; it is a critical link in your quality control chain. By integrating Japanese pneumatics, European logic controllers, and custom-engineered fixtures, we ensure that your product’s first impression—the logo, the scale, or the instruction—is flawless.
Are you facing a challenging print geometry or a high-volume production goal?
Don’t settle for “close enough.” Contact our engineering team today to arrange a Free Sample Printing Test. Send us your most difficult parts, and we will provide a video demonstration of our customized solution in action, complete with a detailed technical feasibility report.
Visit Pad Printing Machine for more technical specifications and to browse our manufacturer-direct catalog.